(a) Feed speed
Most spindles will go from about 7,000 rpm to 18,000 rpm. This speed is termed ‘spindle speed’ and is directly related to the feed rate or surface speed, which most machines are capable of doing up to about 200ipm. The two other variables, step-down and step-over should be kept so that the cross-sectional area engaged with the material is no more than the radius times the diameter of the bit. This is a rule of thumb, but it is a good starting point for feed and speed calculations.
Formula for calculating feed rate:
ChipLoad x CutterDiameter x NumberOfFlutes x SpindleSpeed = FeedRate
The chip load is the amount of material cut per tooth while feed rate is the surface speed of the cutting tool in inches per min. Spindle speed is the rotational speed of the cutting tool in revolutions per min, number of flutes and cutter diameter are determined by the tool used. Depending on the size of your bit, the chip load for plywood is between 0.005 inches 0.01 inches per tooth. For small bits below 1/8 inch start with 0.005 and increase from it there. For bits 1/4 inch and larger you will probably not break anything starting out at 0.01.
The size of the chip load or feed per tooth is a very important factor in machining, larger chips are able to pull away more heat. Smaller chips are easier for machine and tools but it will cause too much heat.
(b) Cutting direction
Every cutting tool is designed with sharp blade on the right side (from upper view). Hence, the cutting process will occur when the cutting tool rotates in only clockwise direction. There are two types of cutting direction can be created and it depends on the direction of workpiece feed. Climb cutting is a lot smoother and produces a better surface finish. However, it depends on the type of material that have been selected. For example, climb cut tends to create more fuzz in fibrous material.
Conventional cutting
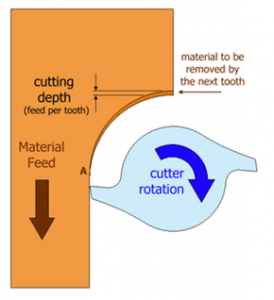
The tool does not cut at the beginning, but slides the surface of workpiece until sufficient pressure is increased and the cutting tooth suddenly slices continuously and begins to cut. This deforms the material, work hardening it, and dulling the tool. The sliding and biting behavior leaves a poor finish on the material. The chip thickness starts at zero thickness, and increases up to the maximum.
Climb cutting
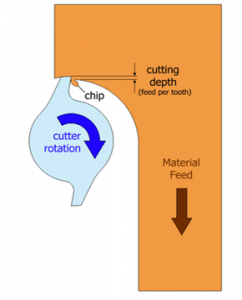
It oppose with conventional cutting. Each tooth engages the material at a definite point, and the width of the cut starts at the maximum and decreases to zero. The chips are disposed behind the cutter, leading to easier chips removal. The tooth does not rub on the material, and so tool life may be longer. However, climb method can apply larger loads to the machine, and so is not recommended for old version milling machines, or machines which are not in good condition.